1 广东工业大学 机电工程学院 激光微纳加工研究中心, 广州 510006
2 广东工业大学 实验教学部, 广州 510006
为了使用低成本的红外光纤激光器对蓝宝石进行高效率高质量的加工, 采用激光诱导背向湿式刻蚀方法进行了理论分析和实验验证, 研制了一种新型的活性高且稳定性高的混合溶液, 硫酸铜的质量浓度为28g/L、次磷酸钠的质量浓度为40g/L、氨水的质量浓度为45g/L、pH值为12。在相同的加工条件下, 采用硫酸铜水溶液和混合溶液对蓝宝石进行切割。结果表明, 蓝宝石在混合溶液中的切割效率高出硫酸铜水溶液中的5倍左右; 采用混合溶液对蓝宝石进行成形切割, 加工出了高质量的异形蓝宝石零件。此研究对提高低功率激光作用下蓝宝石的加工效率有一定的指导意义。
激光技术 混合溶液 激光诱导背向湿式刻蚀 蓝宝石 成形切割 laser technique mixed working solution laser-induced backside wet etching(LIBWE) sapphire forming cutting
1 广东工业大学机电工程学院激光微纳加工研究中心,广东 广州 510006
2 广东工业大学实验教学部,广东 广州 510006
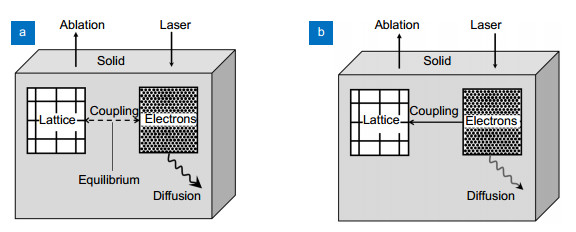
采用波长为515 nm 的飞秒绿激光对AZ31 镁合金进行实验研究,计算镁合金激光烧蚀阈值与烧蚀速率,研究镁合金的激光加工机理,对比分析AZ31 镁合金有无表面微结构对其腐蚀速率的影响。结果表明:镁合金的激光烧蚀阈值为1.46 J/cm2,在能量密度为8.36 J/cm2 时烧蚀速率为0.68 μm/pulse;随着能量密度的增大烧蚀速率增大,在能量密度为8.36 J/cm2,脉冲数为1000 时可以加工出高质量的小孔。镁合金的腐蚀速率方面,微槽结构小于微柱结构,微柱结构小于光滑表面,拥有微结构表面的镁合金在24 h 内的腐蚀速率约为光滑表面的1/3~1/2。
飞秒激光 镁合金 微结构 腐蚀速率 femtosecond laser Mg alloy structure corrosion rate
Author Affiliations
Abstract
1 Laser Micro/Nano Processing Lab, School of Electromechanical Engineering, Guangdong University of Technology, Guangzhou 510006, China
2 Department of Experimental Teaching, Guangdong University of Technology, Guangzhou 510006, China
Transparent brittle materials such as glass and sapphire are widely concerned and applied in consumer electronics, optoelectronic devices, etc. due to their excellent physical and chemical stability and good transparency. Growing research attention has been paid to developing novel methods for high-precision and high-quality machining of transparent brittle materials in the past few decades. Among the various techniques, laser machining has been proved to be an effective and flexible way to process all kinds of transparent brittle materials. In this review, a series of laser machining methods, e.g. laser full cutting, laser scribing, laser stealth dicing, laser filament, laser induced backside dry etching (LIBDE), and laser induced backside wet etching (LIBWE) are summarized. Additionally, applications of these techniques in micromachining, drilling and cutting, and patterning are introduced in detail. Current challenges and future prospects in this field are also discussed.
transparent brittle materials glass sapphire laser machining Opto-Electronic Advances
2019, 2(1): 180017
1 School of Mechanical and Electrical Engineering, Guangdong University of Technology, Guangdong 510006, China
2 School of Mechanical and Electrical Engineering, Nanjing University of Aeronautics and Astronautics, Nanjing 210016, China
3 Jiangsu Key Laboratory of Precision and Micro-Manufacturing Technology, Nanjing 210016, China
1 广东工业大学机电工程学院,广州 510006
2 南京航空航天大学机电学院,南京 210016
3 江苏省精密与微细制造技术重点实验室,南京 210016
液体辅助激光加工是一种复合制造技术,凭借其特有的特点及优势,在相关领域受到广泛的关注和应用,同时也成为激光与液体介质相互作用研究领域的一大热点。本文综述了液体辅助激光加工过程中冲击波和高速微射流的压力研究现状,简述了液体辅助激光加工过程中压力现象产生的机理、压力的基本特征以及影响压力的因素,重点介绍了液体辅助激光加工过程中产生的冲击波、微射流等冲击压力的检测方法和最新研究进展,并对各检测方法的特点做出总结。最后介绍了液体辅助激光加工在相关领域的应用,并对该技术的发展前景作出展望。
液体辅助激光加工 压力检测 冲击波 微射流 liquid-assisted laser machining pressure detection shock wave micro-jet
广东工业大学机电工程学院, 广东 广州 510006
利用声发射仪对脉冲光纤激光诱导背向湿式刻蚀蓝宝石的过程进行了试验研究。在激光诱导背向湿式刻蚀蓝宝石的过程中检测到的声发射信号包含丰富的特征信息; 利用声发射信号的幅度、能量计数和撞击计数等特征参数对激光诱导背向湿式刻蚀蓝宝石过程进行表征; 蓝宝石未被切穿时声发射信号表现为声发射事件少, 幅度大(90~100 dB), 能量计数较大, 撞击计数较小; 蓝宝石被切穿后声发射信号表现为声发射事件多, 幅度小(40~80 dB), 能量计数基本为0, 撞击计数较大。
激光技术 激光诱导背向湿式刻蚀 声发射信号 蓝宝石
广东工业大学机电工程学院, 广东 广州 510006
钛酸锶陶瓷是软脆难加工的材料,机械加工容易导致表面产生划痕和破裂。采用主控振荡器的功率放大器(MOPA)脉冲光纤激光控制断裂切割钛酸锶陶瓷基片,通过实验得到了激光控制切割机理。首先用激光扫描去除材料,形成应力槽;随着扫描次数的增加,切槽深度增加;热应力达到该材料的断裂阈值,使裂纹沿应力槽扩展,直至完全断裂。该过程属于自适应裂片,无需后续裂片工艺。此外还发现在激光烧蚀材料过程中出现表面平坦化现象。通过选择合适的工艺参数,可以实现0.3 mm厚钛酸锶陶瓷基片的成形切割。
激光技术 激光控制断裂切割 光纤激光器 软脆材料 钛酸锶陶瓷
广东工业大学机电工程学院, 广东 广州 510006
蓝宝石具有高耐磨性、高硬度、高熔点及化学性能稳定等特点, 是重要的光学元件和半导体衬底材料, 广泛应用于工业、**和科研等领域。传统的机械加工易产生裂纹、碎片和刀具易磨损等问题, 化学刻蚀法的加工效率又较低。因此采用波长为1 064 nm的纳秒脉冲红外激光, 以CuSO4溶液作为工作液, 对激光诱导背面湿式刻蚀蓝宝石技术进行了加工工艺研究, 并利用共聚焦显微镜对激光加工后蓝宝石沟槽表面的形貌尺寸进行检测。同时通过单因素实验法研究了脉冲激光能量与扫描速度、重复次数、刻蚀液浓度以及液膜厚度对划槽尺寸和划槽质量的影响规律。实验表明使用20%的饱和CuSO4溶液, 在0.5~0.9 J/mm的线密度能量下8次扫描, 并使用430~1 400 μm的液层厚度有利于提高激光诱导液相沉积量, 加大激光划切深度, 获得质量较好的划槽。
激光背向湿式刻蚀 CuSO4液体 蓝宝石 工艺规律 laser-induced backside wet etching CuSO4 solution sapphire technological rule









